

XK500H数控月牙槽铣床
一、机床介绍
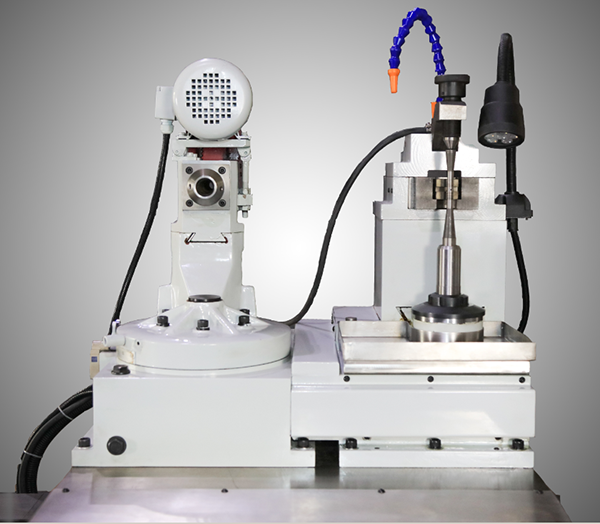
XK500H型螺纹钢轧辊月牙槽数控加工组合机床是用于加工螺纹钢轧辊“月牙槽 ”的专用加工机床。床身、床鞍、铣头、头架、尾座和其他传动部件,全部按数控机床的要求的精度制作或选配,控制系统采用西门子数控系统,控制上更加稳定,提高了机床的性能。使切削大规格螺纹轧辊“月牙槽”的效率显著提高,同时也增强了切削碳化钨辊环的性能。
该专用机床适合加工直径小于500mm,长度小于2500mm的轧辊,可加工的螺纹“月牙槽”规格为5~50mm,能自动切削不同规格、不同旋向的“月牙槽”,能在轧辊周向任意等分(或不等分)的分度或空格;可在轧辊任意位置上自动刻制产品规格、等级、商标等标记。还可以按用户要求对非标准轧辊的进行任意槽型、文字、标记加工。达到功能突出、一机多用的目的。
二、机床主要特点
1,技术参数
|
项目 |
XK500H |
备注 |
|
|
1 |
可加工项目 |
各种肋槽、标记 |
|
|
2 |
可工件材质 |
铸铁辊、高速钢轧辊、复合辊、碳化钨辊环等 |
|
|
3 |
适用螺纹规格mm |
Φ5~Φ50 |
|
|
4 |
工件最大直径mm |
Φ500 |
|
|
5 |
工件最小直径mm |
Φ100 |
|
|
6 |
工件最大长度mm |
2500 |
|
|
7 |
切削方式 |
飞刀+摆头切削 |
|
|
8 |
编程方式 |
自动编程 |
|
|
9 |
头架主轴锥孔 |
莫氏5# |
|
|
10 |
头架主轴用卡盘mm |
Φ400四爪 |
|
|
11 |
旋飞主轴驱动 |
11Nm |
|
|
12 |
头架主轴驱动 |
11Nm |
|
|
13 |
横向电机驱动 |
6Nm |
|
|
14 |
纵向电机驱动 |
11Nm |
|
|
15 |
雕铣头主轴驱动 |
2840RPM /1.1KW |
|
|
16 |
尾座主轴锥孔 |
莫氏6# |
|
|
17 |
最小设定量mm /° |
0.001 |
|
|
18 |
系统控制轴数 |
4轴(X、Y、Z、A) |
|
|
19 |
电气箱空调 W |
500 |
|
|
20 |
冷却泵电机功率W |
90 |
|
|
21 |
自动润滑泵功率W |
150 |
|
|
22 |
机床总重量 kg |
5900 |
|
|
23 |
机床外形尺寸 |
4500×1600×1500 |
|
|
24 |
数控配置 |
西门子808D数控系统。 |
|
2、机床由四个伺服电机和四个伺服驱动器的全自动加工机床(专利号ZL201720076022.5)。等同于目前由五个伺服控制的机床,提高了机床的加工精度及生产效率,可以大大降低工人的劳动强度,让用户享受全自动机床所带来的性能。
3、机床按轧辊重型机床设计,床身采用三条平行导轨,导轨面采用超音频淬火,精度保持性好,抗震性好。
4、机床纵横向均采用高刚性滚珠丝杆螺母副传动,可实现轧辊一次对刀,多孔型自动定位连续加工

5、采用高性能的数控系统,可实现自动编程,自动实现不同孔型,不同旋向的,任意螺旋升角的加工及雕刻标记。可自动做任意等分分度,任意跳槽,自动刻制厂标、规格代号等标识。
6、机床克服同类产品床头箱蜗轮与主轴配合有间歇,影响加工质量缺点。采用了锥面接触,保证加工是始终无间歇状态,提高产品的使用寿命。
7、床头箱主轴轴承采用油池润换,在同类产品中属于首创,保证轴承润滑的同时,也减少因为轴承的热变形导致的主轴传动不稳定的问题,提高切削效率的同时也提高了机床的稳定性。
8、机床尾座采用了重型机床使用的止退装置,保证了机床切削过程中,尾座不会有任何位移。也保证了机床的正常使用。

9、机床主要精度项目:
主轴轴向窜动 ≤ 0.01mm
主轴锥孔的径向跳动 靠近主轴端 ≤ 0.005mm
300mm处 ≤ 0.02mm
溜板移动对主轴轴线的平行度
在垂直面内 0.02/300(只许向上偏)
在水平面内 0.015/200(只许向前偏)
溜板移动对尾座套筒轴线的平行度
在垂直面内 0.015/300(只许向上偏)
在水平面内 0.015/200(只许向前偏)
主轴与尾座两顶尖的等高度 0.02~0.06(只许尾座高)
横肋铣刻精度
横肋深度 0.01mm
刻字深度 0.01mm
横肋表面粗糙度 Ra3.2
纵、横向移动最小单位 0.001mm


- 售后服务
- 销售热线 139-1243-6252
- 返回顶部

恒控—专业从事数控轧辊加工类机床
版权所有:南通恒控机械有限公司
苏ICP备20021419号 网站建设:中企动力 南通
南通恒控机械有限公司
地 址:南通市港闸区秦灶街道桥东村五组
联系人:杨勇建 13912436252
易峰 13962977985
电 话:0513-81066680
E-mail:nthkjx@126.com

扫一扫进入手机网站